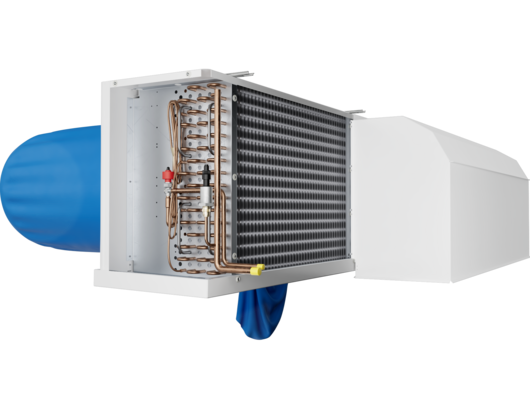
Energy-efficient and reliable operation are the top priorities for the large number of different applications of air coolers.
Due to the temperature difference between the room temperature and the media temperature in the air cooler, the humidity in the room condenses on the heat exchanger block, i.e. on the fins and tubes of the block, and can lead to icing.
To fully regain the efficiency of the air cooler, the air cooler must be defrosted regularly. However, defrost cycles have a negative effect on the overall efficiency of the system in two ways. Firstly, there is usually no cooling available in the room during this time, which poses a risk to the goods being cooled, and the defrost heat introduced into the air cooler has to be removed from the room again by applying additional cooling power, which reduces the overall energy efficiency of the system.
The defrosting cycles must therefore be as rare, short and efficient as possible. Defrosting of air coolers optimised for individual conditions offers great energy-saving potential.
Roller offers a comprehensive modular system from which the ideal defrosting variant can be put together, ideally to reduce the frequency to just one defrosting per day. The amortisation costs of the defrosting equipment through saved energy costs is often only around 1.5 years.
How important is reliable defrosting for your system?
Icing reduces the performance of the air cooler
Due to the temperature difference between the room temperature and the media temperature in the air cooler, the humidity in the room condenses on the heat exchanger block, i.e. on the fins and tubes of the block in the evaporator. Since the ice has an insulating effect, the efficiency of the air cooler decreases as the icing increases. Icing is also further accelerated by the resulting lower air flow rate. Defrosting becomes necessary.

Adjustment of defrosting device and defrosting control system
When designing the defrosting system, the aim is to achieve the most even heat distribution possible in the evaporator block, which eliminates icy residual passages. Therefore, the interaction of the heat capacity, the defrost times and defrost intervals programmed by the customer and the position of the defrost controller has an important influence on a complete defrost.

Importance of a complete defrost
If an air cooler is not completely defrosted, the part that is not defrosted can "build up" to a much larger icing. There are no limits to the variety of icing problems and they are as individual as the structural and technical conditions of the refrigeration equipment.

Undesirable side effect of incorrect defrost control
In addition to a complete defrosting of the ice, the timing of the restart of the refrigeration system plays an important role. In order to avoid the entry of moisture from the still pending water drops on the fin and the distribution of remaining defrost heat into the room, the refrigeration system is first started without fan operation. This ensures that the remaining heat in the evaporator is removed and the remaining water drops on the fins are frozen so that no water is ejected and ice drops form, e.g. on the ceiling of the room, as shown in the picture.

- Icing reduces the performance of the air cooler
- Adjustment of defrosting device and defrosting control system
- Importance of a complete defrost
- Undesirable side effect of incorrect defrost control
Common defrosting variants at a glance
Electric defrost
Electric defrosting is still the most common in commercial refrigeration.
Energy is required for the regularly repeating defrosting cycles with electric heating rods, which often contributes a considerable share of the operating costs. Therefore, with constantly rising energy costs, a particularly energy-optimised electric defrost is of great importance.
Hot gas defrost
In the case of hot gas defrosting, the cryogenic circuit is usually not used to provide the hot gas, but instead, for example, the warmer stage of the cascade dispenses its hot gas into the block of the refrigeration evaporator via a second additional circuit. In addition, the tray can be equipped with a hot gas coil.

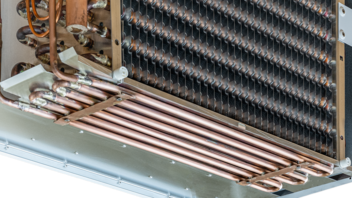
Brine defrost
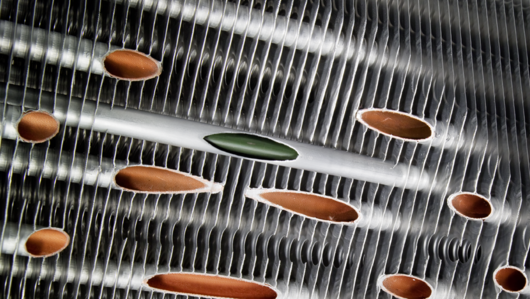
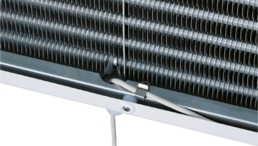
Every refrigeration system transports heat out of the cold room to a point where this energy is usually given off as waste heat. So what could be more obvious than to use this heat? For example, for thermobank defrosting. For this purpose, a separate brine circuit is installed in the evaporator block (narrow pipe bends in the picture). During defrosting, warm glycol flows through it. Since the remaining equipment is relatively expensive, this method is particularly suitable for larger systems. With a glycol circuit, several air coolers can be defrosted (one after the other).

Large fin spacing for maximum frost absorption
The fin spacing used in practice is usually 4-5 mm for normal cooling and 6-8 mm for deep cooling. If the distance between the fins is too small, there is a high risk of frequent defrosting. The space between the fins offers an important adjusting screw for absorbing sufficient frost.
For a defrost-optimised air cooler design, larger fin spacing of up to 12mm is offered to give the frost sufficient space. Roller also offers a high-performance tube system with a fin spacing of 12mm for CO2 systems with their small core tube diameters of usually 9.52mm. Further information here.
Conclusion: The 12 mm fin spacing allows more frost to be absorbed, which can lead to fewer defrost cycles.
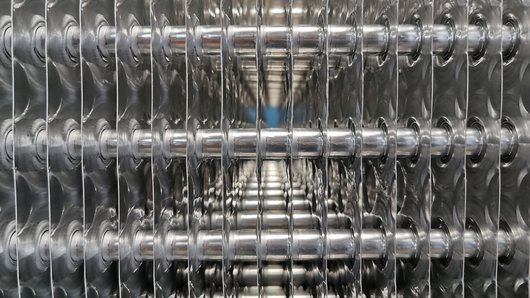
Aligned pipe system for increased frost storage
The structure of the fin and the tube arrangement have a major influence on the efficiency and defrosting capabilities of an air cooler. The development towards highly compact air coolers with shifted tube geometries also require lower evaporating temperatures due to the lower heat exchanger surface areas. Less surface area means increased air flow to achieve the same cooling capacity. Thus, in the worst case, reduced material costs are counterbalanced by higher energy costs. Roller's aligned high-performance tube system, in comparison to the shifted tube systems, can store more frost in the block and also has more heat exchanger surface area, so that the accumulating frost can be better evenly distributed. Although this requires more material, in terms of defrosting optimisation it requires less fan pressure, which in turn saves energy.
Conclusion: Roller's aligned high-performance pipe system can hold more maturity in the block with less pressure loss on the air side.
Optimum heat transfer of the heating power to the heat exchanger coil
A design standard of our electric defrost systems is the installation of the stainless steel heating rods in so-called aluminium jacket tubes. Just like the refrigerant-carrying copper pipes, these are tightly fixed to the heat exchanger by expansion and provide optimum heat transfer to the fins and the block. This is the only way to prevent steam vapours due to the direct contact between the melt water and the hot heating rod surfaces, which would lead to undesired crystal or snowflake formation. In addition, ice nests on the expansion valves and other places are avoided.
Shut up keeps the defrost heat inside the air cooler
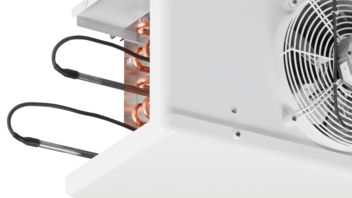
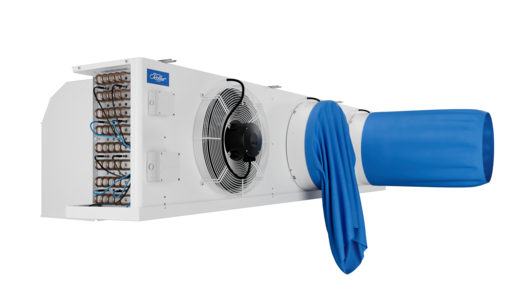
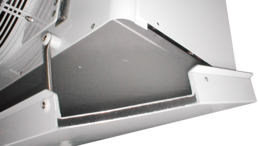
During defrost, the heat that is generated in the evaporator block will escape into the cold room. To prevent this, a textile shut-up device can be fitted on the pressure side (fan side) of the cooler, which closes off the otherwise free surface area during defrosting and thus when the fan is at a standstill. The thermal load in the room is significantly reduced and the defrosting power absorbed is reduced. In addition, moisture is prevented from entering the cold room and freezing elsewhere in the room. However, the reduction in air volume of approx. 8 -15 % (depending on the design and setting of the tensioning belt) must be taken into account when designing the cooler.

Defrost Dome accumulates heat and increases defrosting efficiency
The heat generated during the defrosting phase will also escape into the cold room via the evaporator suction side. The use of a so-called defrost dome prevents this escape. As warm air rises, it collects in the upper area of the defrost dome and keeps the available heat in the evaporator. This means that less heat has to be supplied, which leads to a significantly reduced heat load and, in the case of electrical defrosting, to lower power consumption and increases the efficiency of the defrosting.
Conclusion: The Shut up and the Defrost Dome keep the heat in the evaporator and increase the defrosting efficiency substantially!
75% less energy costs due to heater elements connected in series
The use of Shut up and Defrost Dome means that the heat generated by the heating rods remains in the most efficient place - the iced heat exchanger. A lower defrosting capacity is therefore required for block defrosting.
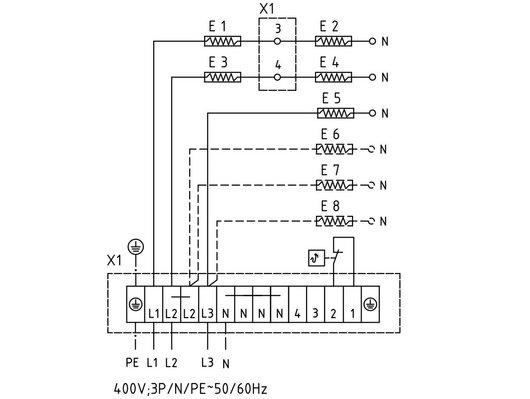
For this reason, two of the electric heating elements in the evaporator block are connected in series. The heating elements are thus operated with 115 V voltage instead of 230 V. The power consumption of the heating elements is reduced to only 25% of the normal power.
The heat introduced is lower and therefore places less of a load on the cold room.
Further options for optimal defrosting
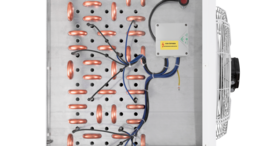
Optimal arrangement of the heating rods
For efficient defrosting, the required defrosting capacity and the correct heating rod arrangement in the evaporator block play an important role. Both are perfectly guaranteed when choosing Roller air coolers.

Heated drip tray
For easy drainage of condensate in deep-freeze rooms. Double tray construction consisting of inner heating plate with heating rod and embossing for melt water drainage and outer tray with condensate drain connection.
Insulated drip tray
The electric heating in the drip tray is supported by designing the tray with double walls, i.e. with an additional insulation layer.

Frame heating for electrical heating of the fan ring
During defrosting processes, it can happen that an ice bridge between the fan frame and the edge of the blade forms. This can lead to a blockage during restart after defrosting. A frame heater effectively prevents this.

EVD-ice: Electronic E-valve and superheat controller
For efficient, safe operation with precise control of the refrigerant flow and optimum charging of the evaporator.
Condensate drain pipe heating
Ensures the drainage of the condensate in the external condensate drain pipe from the cold room. Clever detailed solutions simplify installation and service.

Defrost safety thermostat
If the defrost limit thermostat does not operate, the evaporator block will continue to heat up. In this case, the defrost safety thermostat with a higher set point (opening at +25°C, closing at +6°C) is mandatory as a safety device.

Large equipment side rooms
Space for additional attachments, such as e-valve, magnet valve, sensors, etc.
Experience efficient defrosting first hand
In this example of a defrosting process, the heat exchanger is efficiently defrosted with the help of a separate brine circuit inserted into the evaporator block. The brine circuit with the warm glycol can be easily seen from the non-frizzed pipe bends. At very low temperatures, attention must be paid to the viscosity of the brine, especially at the beginning of defrosting.

Many years of experience, built on in-house research
In our research laboratory, we have conducted numerous tests to investigate the interaction of the optional defrosting components. In the process, we have proven that defrosting efficiency can be significantly increased. A properly designed system can easily save up to 75% energy and reduce defrost cycles to as much up to one defrost per day.
With our 75 years of experience in air cooler construction, we offer you the benchmark for highly efficient and reliable refrigeration systems, minimising downtime for your refrigeration system.
References




Logistic centre - HVIS- Troiber
This high-rack warehouse of a deep-freeze logistics company placed special demands on Roller's industrial direct expansion evaporators. Due to the narrow and long aisles, 14 single-fan evaporators type HVIST with extremely high air throw were applied. Airflow streamers support the fans with high external pressure. Furthermore, the air coolers are equipped with 10 mm fin spacing, insulated drip tray, defrost hood, defrost damper and a special frame heater.
| Application | Distribution centre / Logistic centre |
|---|---|
| Address | Passau / Germany |
| Fluid | HFC |
| Product | 14 x HVIST 1081 |




Fish processing - HVST - Lauenroth Fischfeinkost
When processing and storing fish products, the salt content and vinegar-based marinades place particularly high demands on the evaporators in terms of corrosion protection, hygiene and defrosting. For direct processing, appliances with stainless steel housings and corrosion-protected heat exchangers are therefore used. For the deep-freezing of the packaged goods in this fish delicatessen, special attention was paid to efficient operation and a stable high air flow rate for even temperature distribution.
| Application | Fish processing |
|---|---|
| Address | Lüdersdorf / Germany |
| Fluid | HFC |
| Product | HVST |




Meat processing - FHV - Terrani-Schweiz
At a meat processing company such as Terrani Carni, the cutting rooms and temporary storage rooms are part of the production chain and need to be cooled. Constant temperatures, hygienic operations and draught-free working are the typical demands placed on the air coolers in such areas. The Swiss plant contractor Biaggini relies on quality products from Roller.
| Application | Meat processing |
|---|---|
| Address | Sorengo / Swiss |
| Fluid | CO2 |
| Product | FHV |

How can we help you?
We consult you competently and comprehensively!
Make a concrete enquiry now!
Tel.: +49 (0) 7156 / 2001-30
markus.mank@walterroller.de